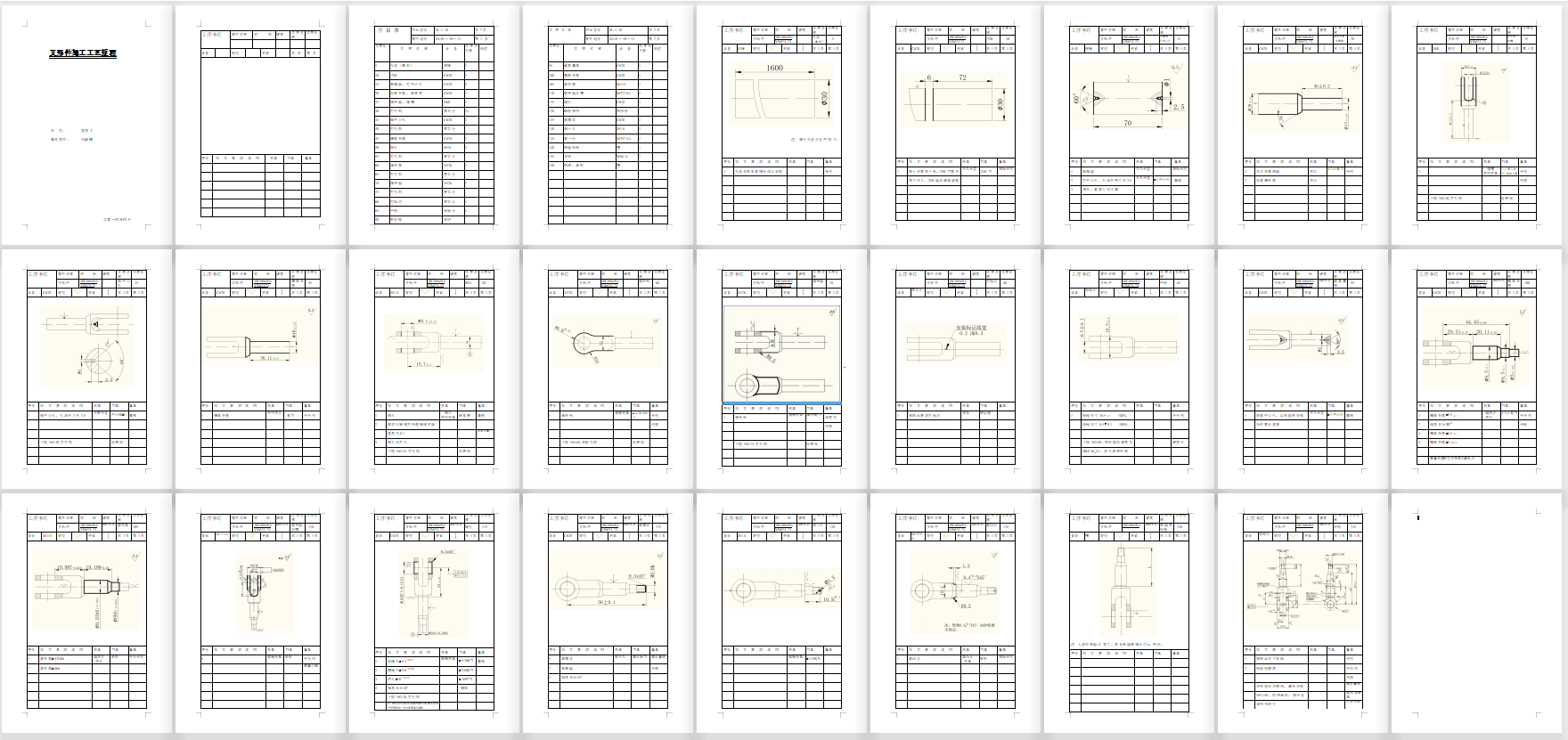
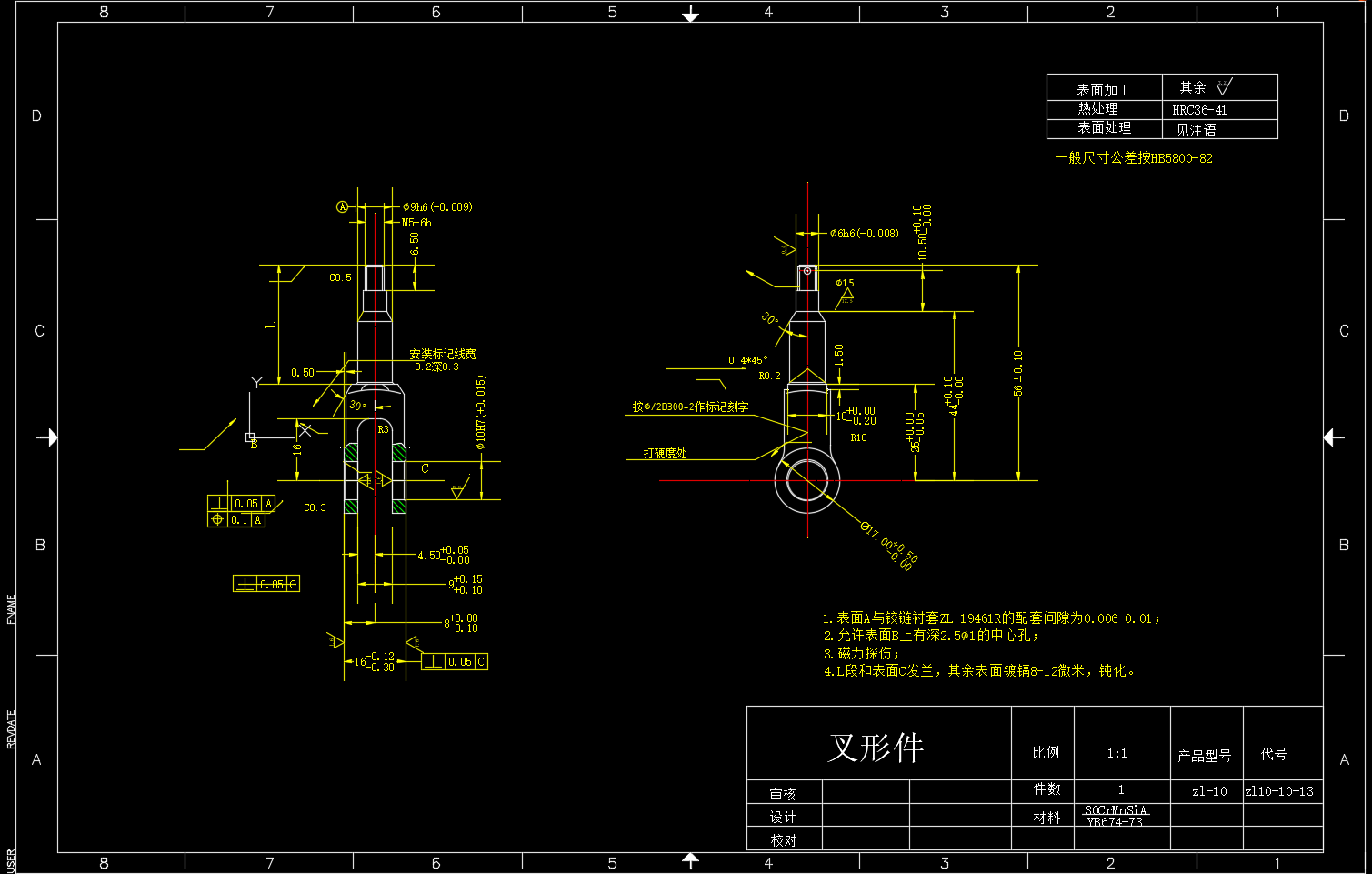
叉形件作为机械结构中的典型零件,其加工质量直接影响设备运行的稳定性。这类零件通常具有分支结构复杂、形位公差要求高的特点,传统加工方式易因装夹不稳导致尺寸偏差。通过针对性设计加工工艺与专用夹具,可显著提升加工精度与效率。例如,针对分支角度精度要求,采用先粗铣后精铣的分步加工策略,配合数控铣床的轨迹控制功能,能有效控制表面粗糙度与角度误差。
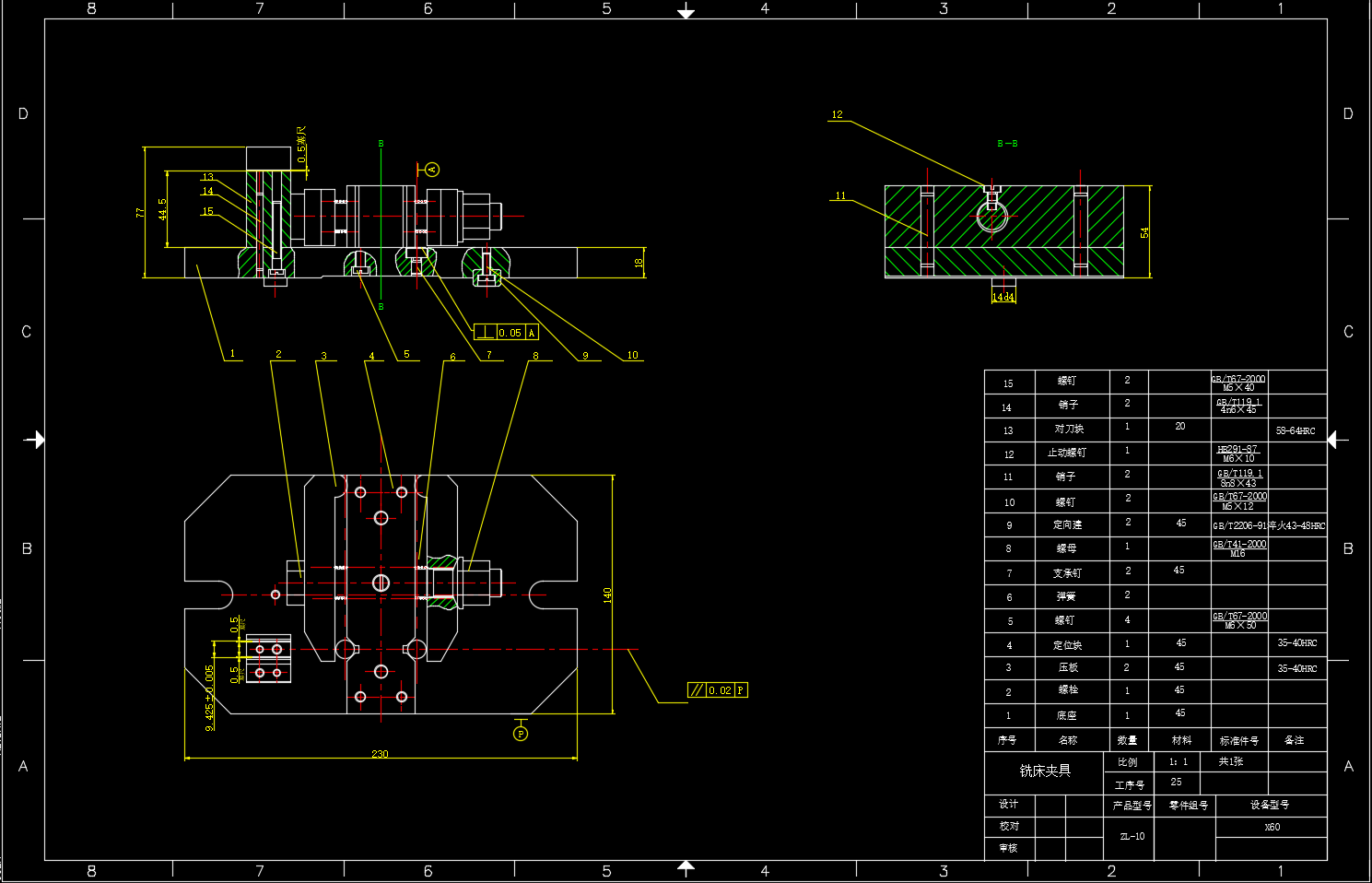
夹具设计是保障加工精度的核心环节。针对叉形件分支间距小、易变形的特点,设计时需重点考虑定位基准的统一性。采用“一面两销”定位方式,以零件大平面为基准面,配合两个圆柱销限制六个自由度,可避免重复定位误差。同时,在分支根部增设辅助支撑块,通过弹性压紧机构平衡切削力,防止加工过程中零件振动或变形。这种设计既能保证装夹刚性,又便于快速拆装,显著缩短辅助时间。
工艺路线规划需兼顾效率与成本。对于批量加工场景,可优先选择工序集中原则,将铣削、钻孔等操作整合为一次装夹完成。例如,先通过立铣刀完成分支轮廓粗加工,再换用球头铣刀进行精修,最后用钻模完成中心孔加工。此流程减少重复定位次数,配合专用夹具的快速定位功能,可使单件加工时间降低。针对分支过渡圆弧的加工难点,可采用宏程序编程实现刀具路径的平滑过渡,避免手工编程可能产生的过切或欠切问题。
夹具的通用性设计同样值得关注。通过模块化结构,将定位元件、夹紧机构设计为可更换组件,可适应不同规格叉形件的加工需求。例如,将圆柱销改为可调式菱形销,通过螺纹调节定位尺寸,即可兼容多种分支间距的零件。这种设计思路不仅降低夹具制造成本,也为后续工艺改进预留了调整空间。
本文仅为简要介绍,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。