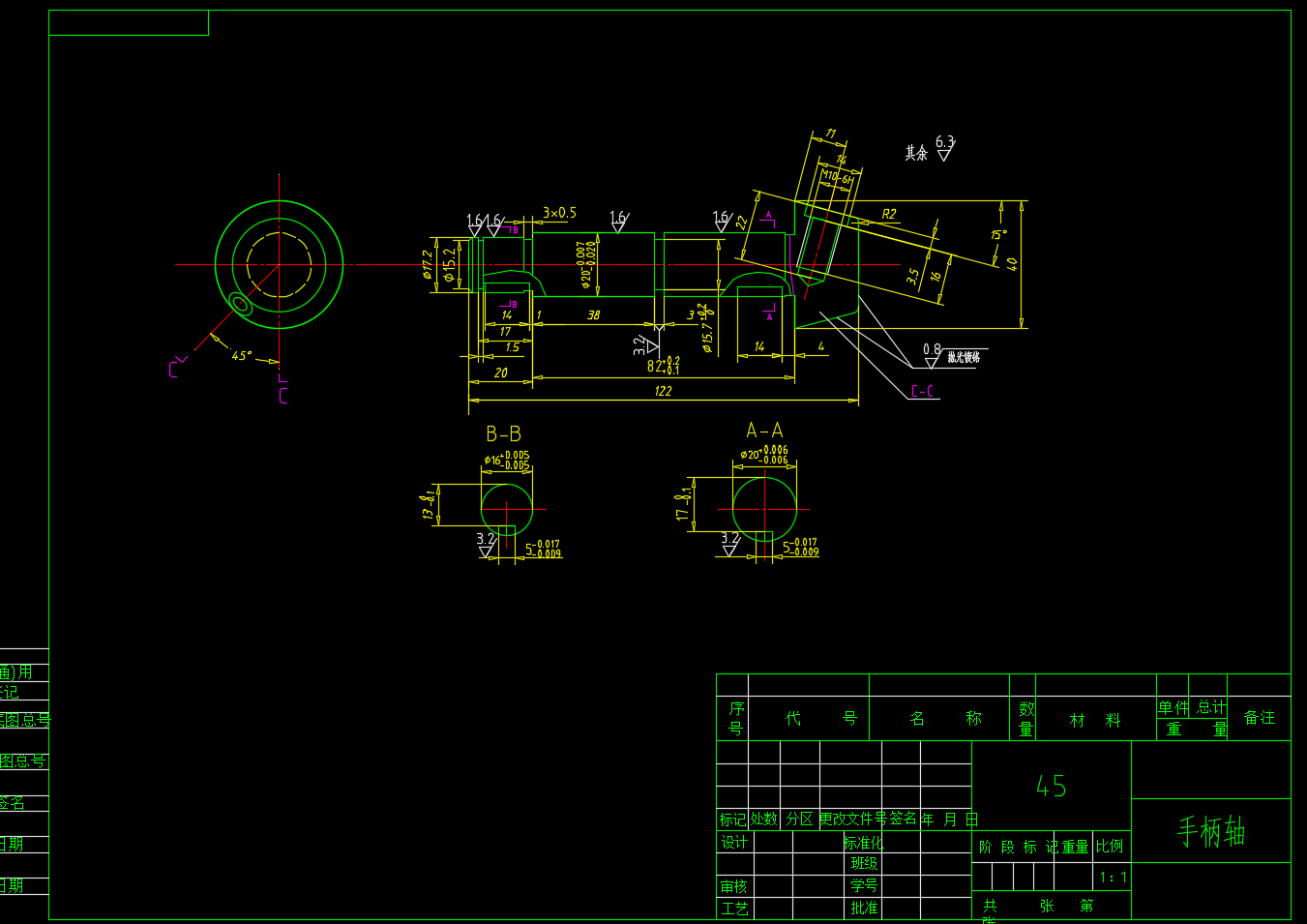
CA6140车床手柄轴是机床操作中的关键部件,其加工质量直接影响设备运行的稳定性。为满足钻14mm和8.5mm孔的精度要求,需制定科学的加工工艺规程并设计专用夹具。工艺规程需明确各工序的加工顺序、切削参数及检测标准,例如先完成基准面加工,再通过钻、扩、铰等工序逐步达到孔径公差要求,最后进行表面处理以提升耐磨性。这一流程的核心作用在于通过标准化操作减少人为误差,确保零件尺寸的一致性。
专用夹具的设计是提升加工效率的关键环节。针对钻14mm和8.5mm孔的需求,夹具需采用定位销与支撑板组合的结构:定位销确保孔位与轴线垂直度,支撑板分散切削力以防止工件变形。夹具主体通常选用高强度铸铁,定位元件则采用淬火钢以抵抗磨损。通过模拟装夹状态调整夹紧力,可避免因夹紧过度导致工件变形或因夹紧不足引发振动,从而保障孔的圆度与表面粗糙度。
工艺规程与夹具设计的协同作用显著缩短了加工周期。传统加工中,工人需反复测量调整,而专用夹具通过快速定位装夹,将单件装夹时间压缩。同时,工艺规程的标准化减少了试切次数,使加工过程更可控。例如,钻8.5mm孔时,夹具的导向套可引导钻头沿预定路径进给,避免孔轴偏移,一次装夹即可完成多孔加工,大幅提升生产节奏。
实际应用中,夹具设计需兼顾通用性与经济性。对于批量较小的场景,可采用组合式夹具,通过更换定位元件适配不同孔径;若加工量较大,则建议定制整体式夹具以降低长期使用成本。此外,夹具的维护同样重要,定期检查定位元件的磨损情况并及时更换,可避免因定位偏差导致批量报废。
本文仅为简要介绍,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。