2D/3D/图纸
返回首页
会员中心
功能菜单
联系我们
https://web.sjbb168.com/
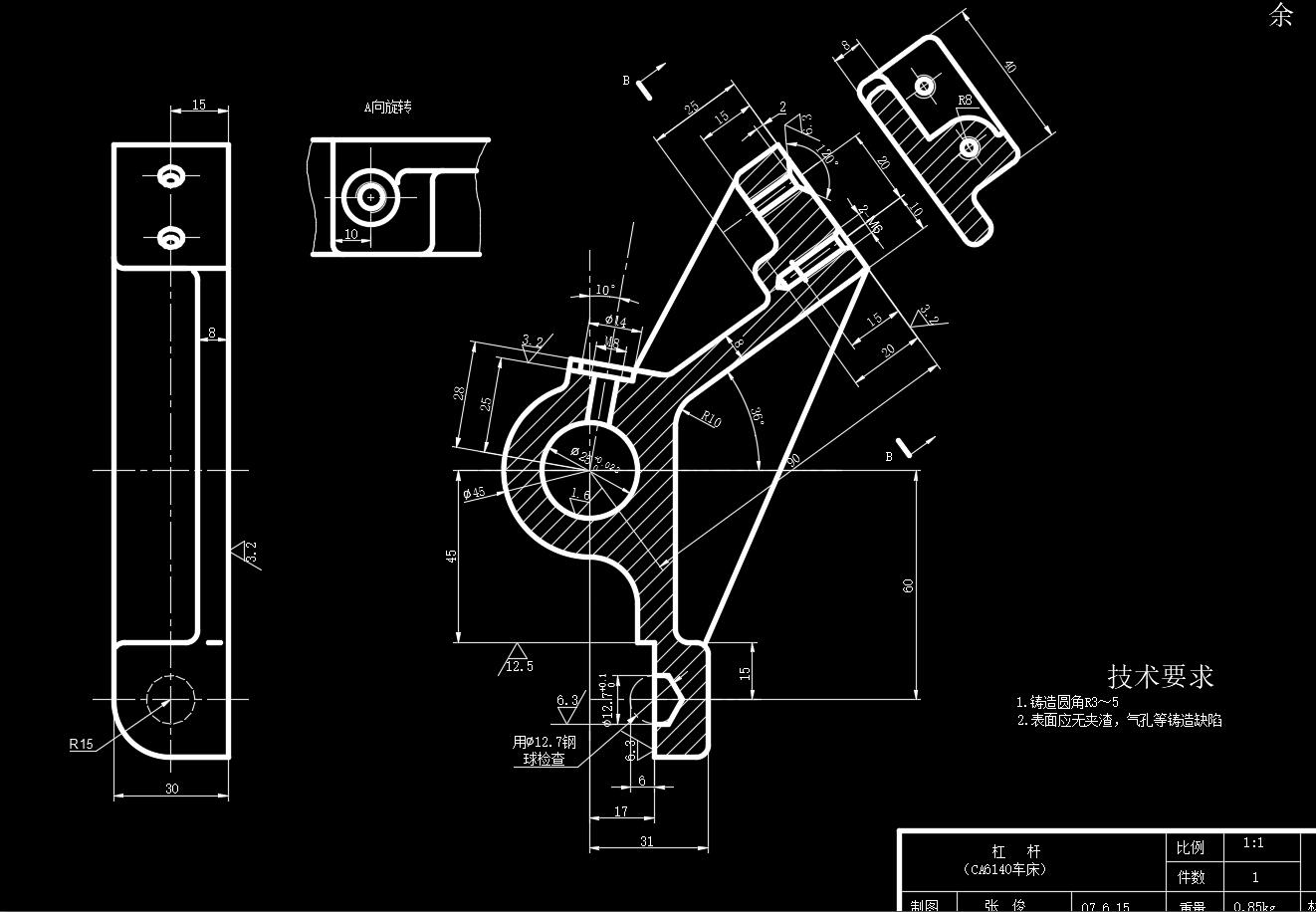
CA6140杠杆加工工艺(论文+DWG图纸)
来源: 阅读:43
网站管理员
发布于 2026-04-07 03:00
查看主页
CA6140车床杠杆作为机床传动系统的关键零件,其加工工艺直接影响机床的加工精度与稳定性。杠杆通过传递运动与力,协调主轴箱与进给箱的联动,确保车削过程中切削力的精确控制。若加工工艺存在偏差,可能导致杠杆与配合件的间隙过大或过小,进而引发机床振动、噪声甚至加工误差超标。因此,优化杠杆的加工流程是提升机床整体性能的重要环节。
杠杆的加工需兼顾形位精度与表面质量。其结构包含多个定位面、孔系及配合槽,加工时需通过铣削、钻孔、镗削等工序逐步成型。例如,定位面的平面度需控制在极小范围内,以确保与其他零件的接触刚性;孔系的同轴度要求严格,避免装配后产生偏心误差。此外,表面粗糙度直接影响耐磨性,需通过精加工工序降低表面微观不平度,延长零件使用寿命。
工艺设计需遵循“基准统一”原则,以减少定位误差累积。通常以杠杆的底面作为粗基准,先加工出主要定位面,再以此为基准完成后续工序。对于关键孔系,采用“先粗后精、分步加工”策略,先钻孔至接近尺寸,再通过镗削或铰削达到精度要求。同时,合理安排热处理工序,消除加工应力,防止零件变形影响精度。
通过优化工艺路线与参数,可显著缩短加工周期并降低废品率。例如,采用数控铣床替代传统铣床,可减少装夹次数,提高定位精度;引入在线检测技术,实时监控加工尺寸,避免批量性误差。这些改进措施不仅能提升杠杆的加工质量,还能为后续装配环节提供可靠保障。
本文仅为简要介绍,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。
免责声明:本文为用户发表,不代表网站立场,仅供参考,不构成引导等用途。
2D/3D/图纸
相关推荐
CA6140车床831002拨叉的课程设计
02/06
59
摩擦离合器(solidworks+x_t+igs+step)
01/26
54
三螺杆泵SolidWorks三维
02/13
52
地上3层下2层32858.76平 海南省XX工程建筑+结构图
01/25
53
双联齿轮零件的机械加工工艺规程及φ32花键工艺装备设计(论文+CAD图纸+工艺卡)
01/11
72
首页
分类
购物车
消息
我的
想要更低价购买?
长按二维码,联系客服享优惠折扣
微信号:
yj99cn