2D/3D/图纸
返回首页
会员中心
功能菜单
联系我们
https://web.sjbb168.com/
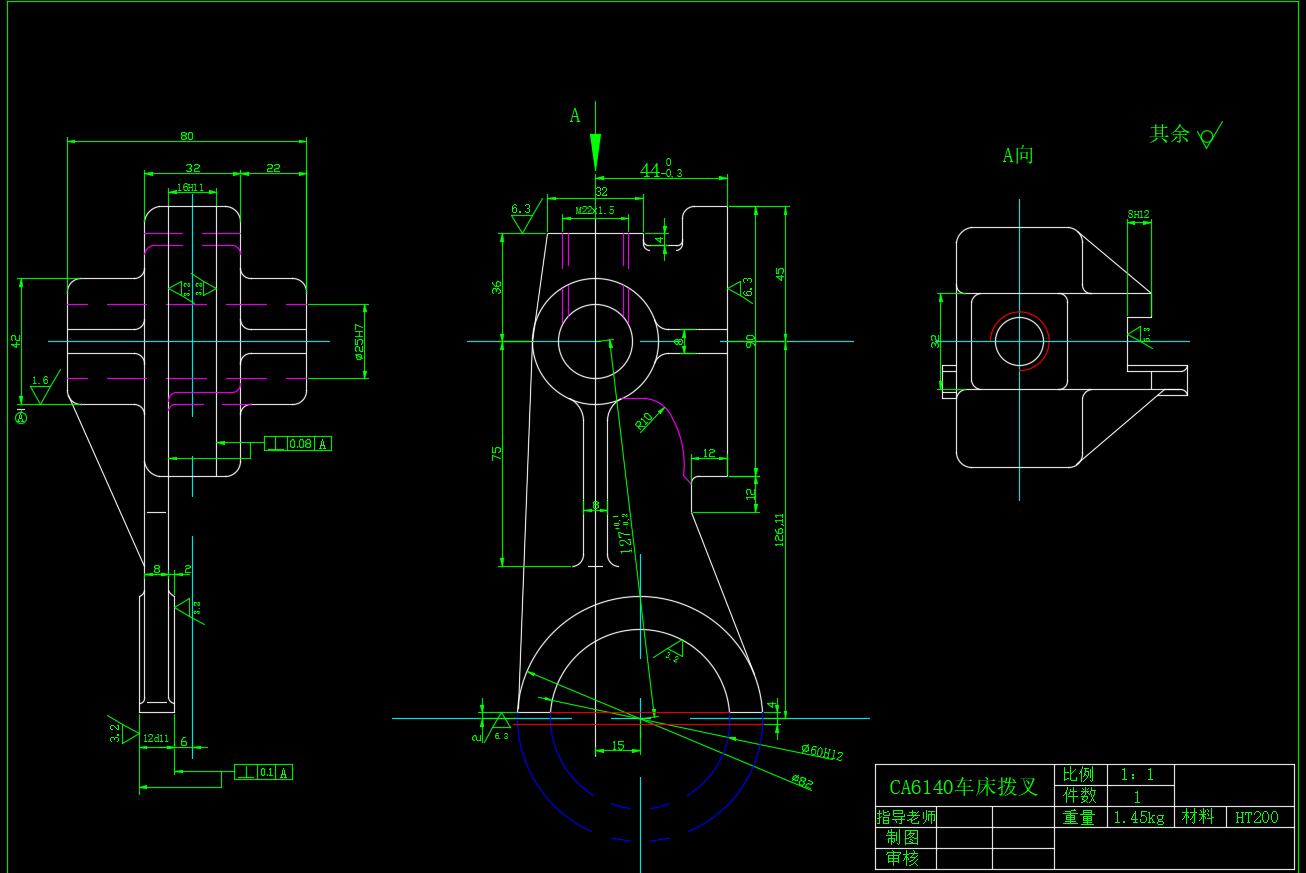
CA6140拨叉831002拨叉零件的工艺规程及夹具设计
来源: 阅读:43
网站管理员
发布于 2026-04-07 00:30
查看主页
CA6140车床作为机械加工领域的经典设备,其拨叉零件的加工质量直接影响机床的换挡精度与运行稳定性。以型号831002的拨叉为例,该零件通过精确的孔系定位与轮廓加工,实现与传动轴的可靠连接,其核心作用在于确保机床换挡时动力传递的平顺性。若加工过程中出现孔径偏差或形位误差,会导致换挡卡滞甚至设备故障,因此工艺规程的制定需兼顾精度与效率。
针对该零件的工艺设计,需从材料特性与结构特点出发。831002拨叉通常采用中碳钢锻造,需通过正火处理改善切削性能,再经粗加工、半精加工、精加工等多工序逐步成型。关键工序如铣槽、钻孔需严格控制刀具路径与切削参数,例如铣槽时采用顺铣方式可减少表面粗糙度,钻孔时通过分步钻削避免引偏。工序间的热处理与去毛刺操作同样重要,能有效消除内应力并提升表面质量。
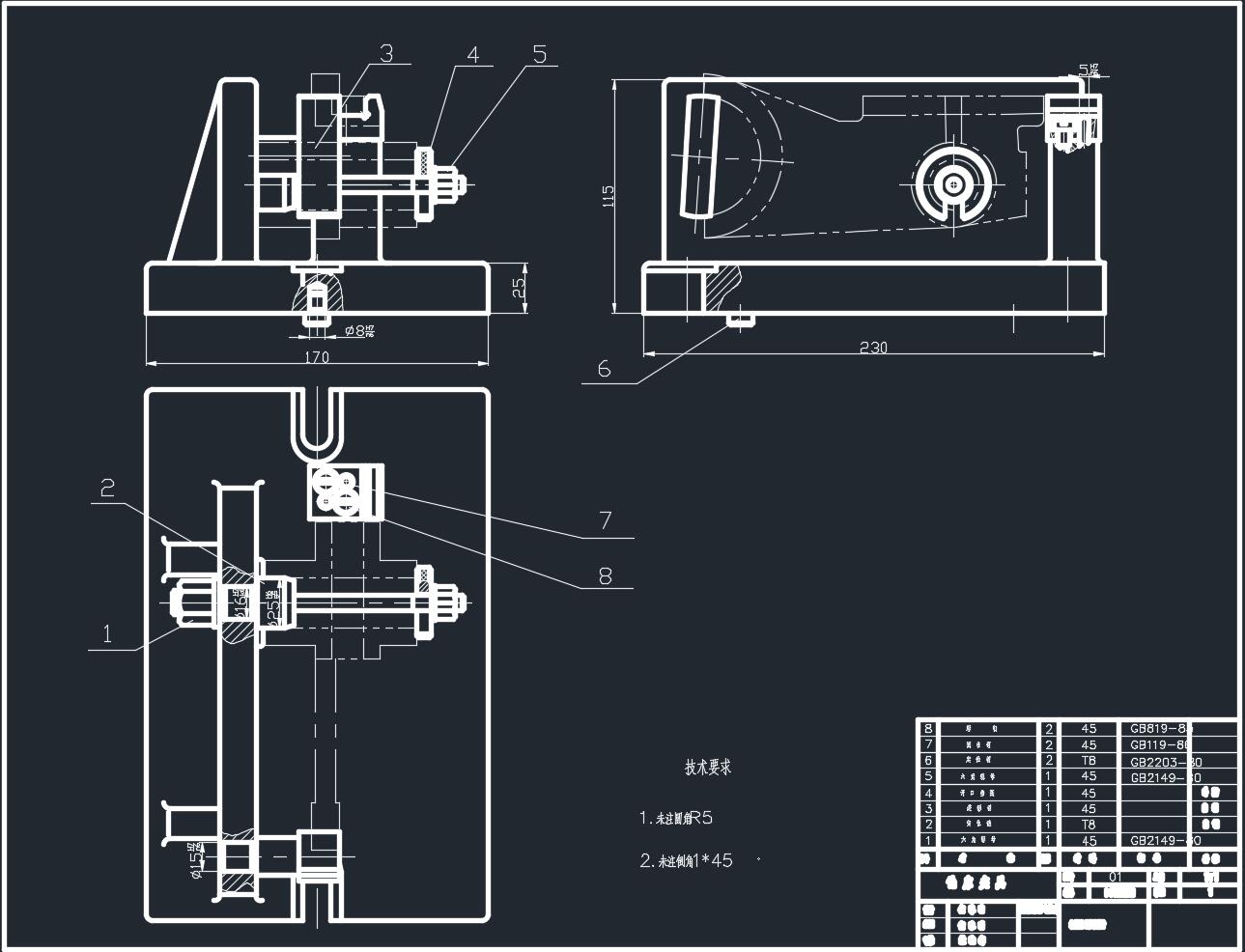
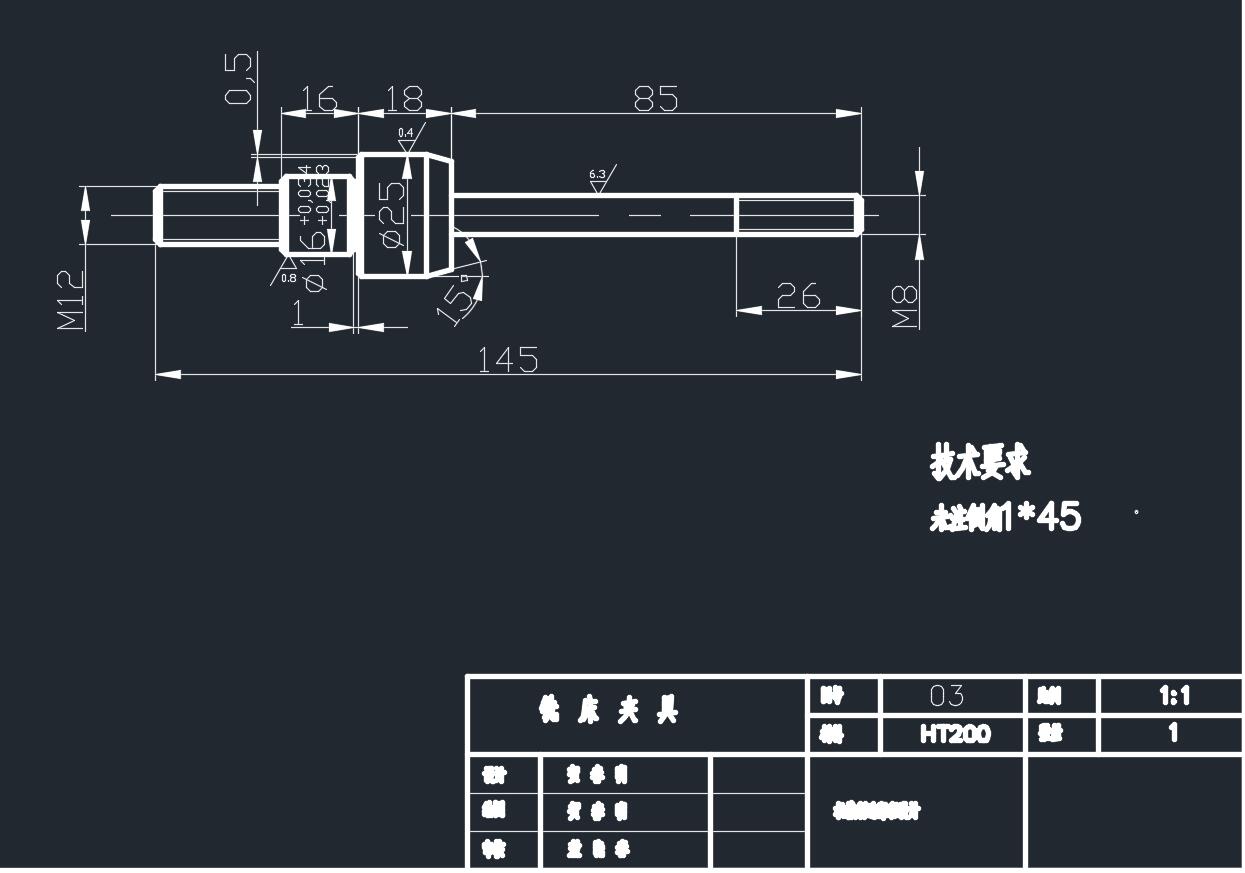
夹具设计是保障加工精度的关键环节。由于拨叉需同时满足孔系与轮廓的定位要求,常采用“一面两销”定位方式:以零件底面为基准面,配合两个圆柱销限制六个自由度。为提升装夹效率,可设计快速夹紧机构,例如通过液压或气动装置实现工件的自动定位与锁紧。此外,夹具的刚性需与机床主轴匹配,避免加工过程中产生振动,从而保证孔径与槽宽的尺寸精度。
通过优化工艺路线与夹具结构,可显著缩短加工周期并降低废品率。例如,将传统多工序分散加工改为复合加工,可减少工件装夹次数;采用模块化夹具设计,则能快速适应不同型号拨叉的加工需求。这些改进不仅提升了生产灵活性,更为后续的质量追溯与工艺优化提供了数据支持。
本文仅为简要介绍,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。
免责声明:本文为用户发表,不代表网站立场,仅供参考,不构成引导等用途。
2D/3D/图纸
相关推荐
搬运机械手机构与控制电路设计(论文+CAD装配图零件图+电气控制图+液压图+开题报告+任务书+答辩PPT)
04/09
35
电视机生产线,显示器组装生产线
03/03
45
马铃薯去皮机的设计(论文+6张CAD图纸+翻译)
02/03
67
75T煤粉锅炉(CAD)
01/29
64
钢结构厂房施工组织设计
01/26
63
首页
分类
购物车
消息
我的
想要更低价购买?
长按二维码,联系客服享优惠折扣
微信号:
yj99cn