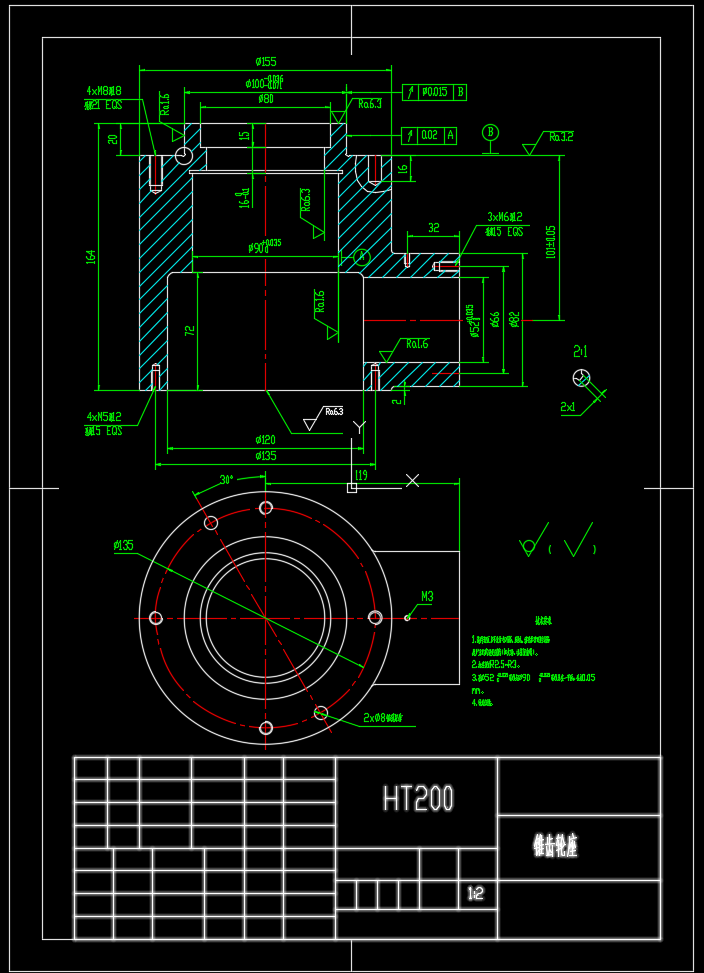
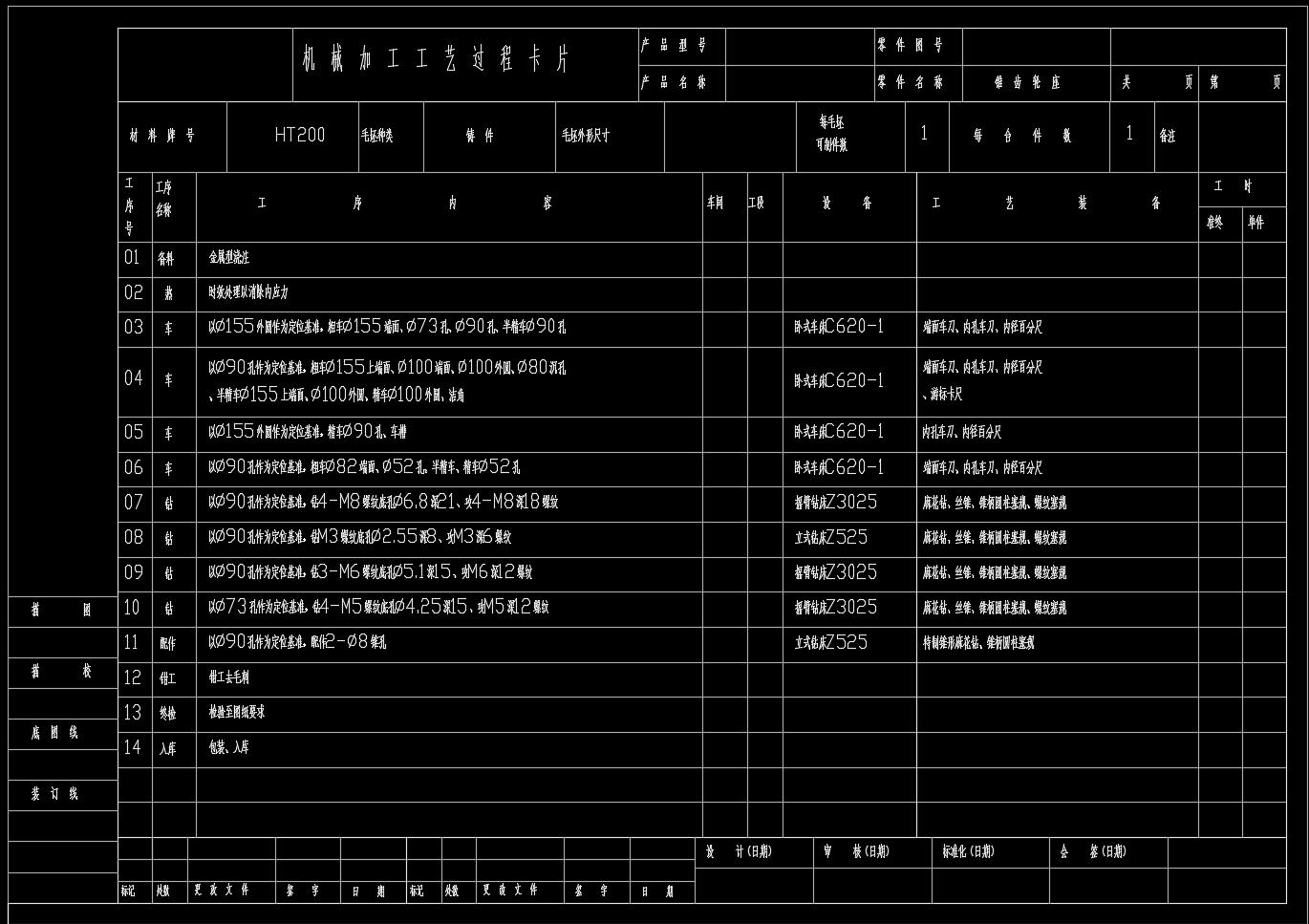
锥齿轮座作为机械传动系统中的关键零件,其加工精度直接影响齿轮啮合的平稳性与使用寿命。机械加工工艺规程的制定需综合考虑材料特性、结构特点及加工设备性能,通过合理的工序安排确保各表面尺寸精度与形位公差符合设计要求。例如,基准面的选择需兼顾后续工序的定位需求,热处理工序的插入时机需平衡加工应力与硬度要求,最终通过多道工序的协同控制实现零件的高精度加工。
在锥齿轮座的加工过程中,钻、攻4-M8螺纹孔是关键工序之一。该工序需解决螺纹孔位置精度与垂直度控制难题,尤其在薄壁结构或复杂曲面零件上,传统手工定位方式易导致孔位偏移或螺纹歪斜。为此,专用工装夹具的设计成为提升加工质量的核心手段。通过设计可调式定位销与浮动支撑结构,夹具能快速适应不同尺寸的锥齿轮座,同时利用液压或机械锁紧机构确保加工时的刚性,有效避免振动对螺纹质量的影响。
工装夹具的模块化设计进一步提升了加工效率。例如,将定位模块与夹紧模块分离,可根据螺纹孔分布快速更换定位元件,减少夹具调整时间;集成式导向套的设计则能引导钻头垂直进给,避免人工操作导致的角度偏差。这些设计显著缩短了螺纹孔的加工周期,同时通过标准化接口降低了夹具的制造成本,为批量加工提供了经济可行的解决方案。
实际应用中,工艺规程与工装夹具的协同优化是关键。通过模拟加工过程分析夹具的受力状态,可提前发现定位干涉或刚性不足的问题;结合工艺规程中的切削参数推荐,能进一步发挥夹具的定位优势,实现螺纹孔加工的零缺陷目标。这种系统化的解决方案为机械加工提供了可复制的技术路径。
本文为概述性资料,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。