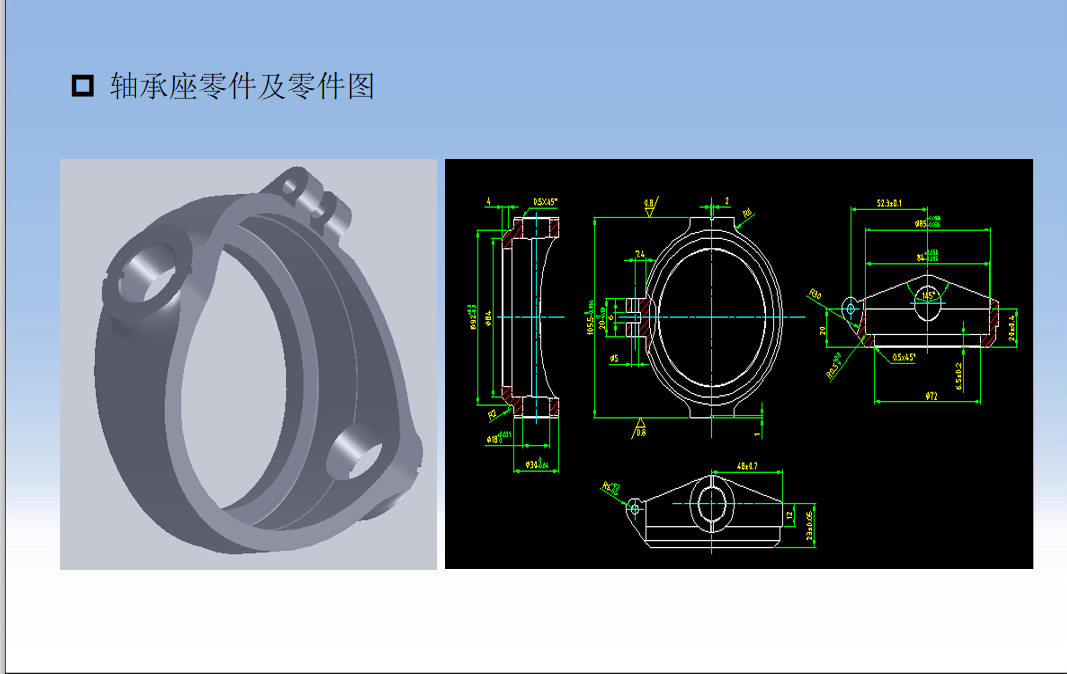
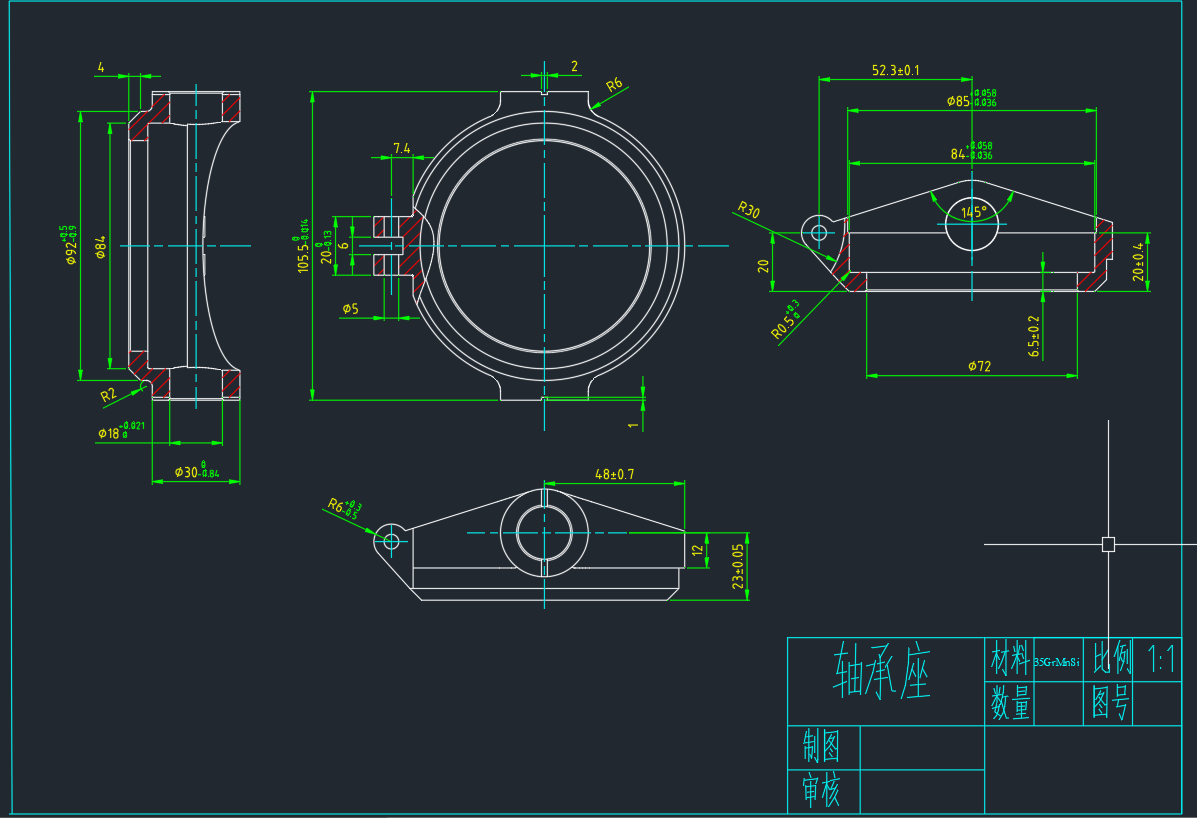
轴承座作为机械传动系统中的关键支撑部件,其加工质量直接影响设备运行的稳定性与寿命。针对传统加工方式中定位精度低、工序分散、效率不高等问题,轴承座的工艺及钻孔夹具装置设计通过系统化优化,显著提升了加工效率与零件一致性。该设计以工艺规程为核心,通过工序卡片细化各环节操作规范,确保从毛坯预处理到精加工的全流程可控。例如,在钻孔工序中,专用夹具采用“一面两销”定位方式,通过定位销与支撑面的协同作用,将零件重复定位误差控制在极小范围内,有效解决了传统夹具因刚性不足导致的孔位偏移问题。
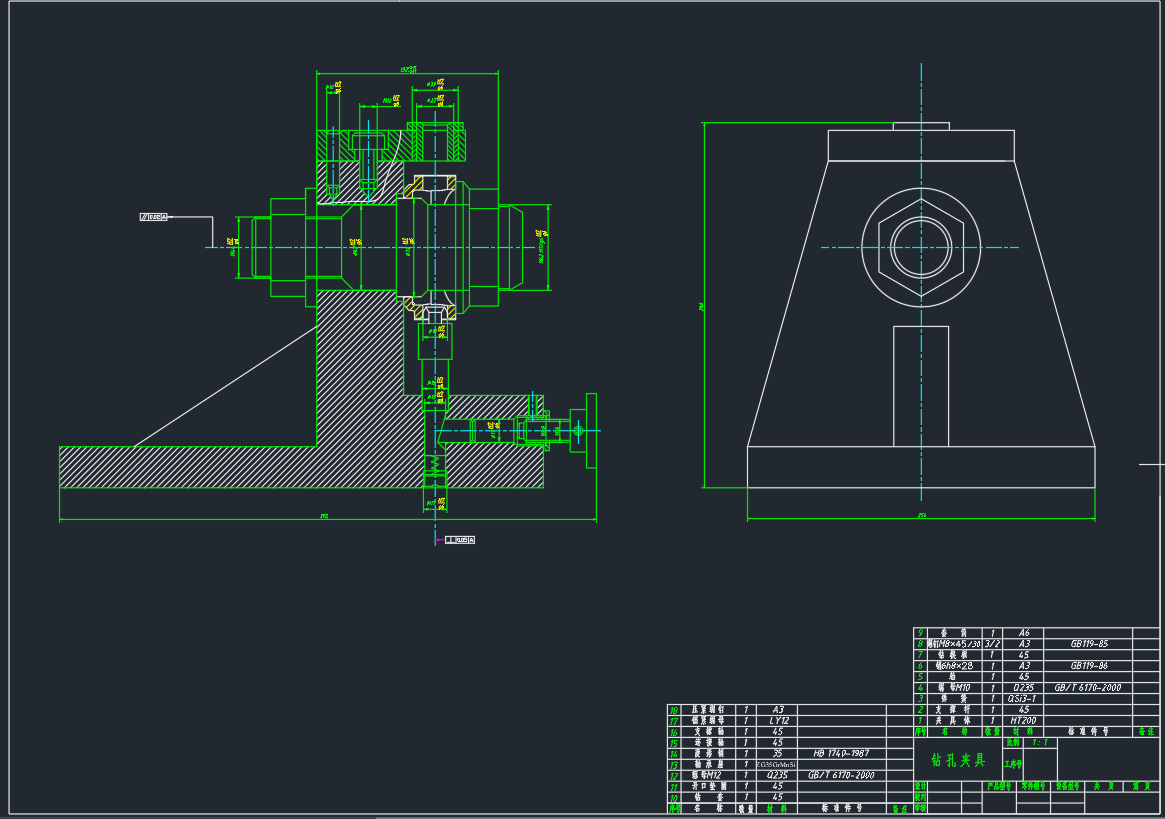
钻孔夹具装置的设计聚焦于功能性与实用性,通过模块化结构实现快速装夹与调整。夹具体采用高强度铸铁材料,经时效处理消除内应力,避免长期使用后变形;定位元件选用淬火钢材质,表面硬度达HRC50以上,确保耐磨性与尺寸稳定性。针对不同规格轴承座的加工需求,夹具设计预留了可调式定位槽与压紧机构,通过更换定位销或调整压板位置,即可适配多种型号零件,显著缩短了夹具更换与调试时间。
工艺规程的制定以工序卡片为载体,明确各步骤的加工方法、设备选用及质量检测标准。例如,粗加工阶段采用数控铣床快速去除余量,半精加工阶段通过坐标镗床保证孔系位置精度,最终精加工采用珩磨工艺提升表面质量。每道工序均标注了关键尺寸公差与形位公差要求,并配套设计专用检具,实现加工与检测的无缝衔接。外文翻译部分则选取了国际权威期刊中关于夹具动态刚度分析的文献,为设计优化提供了理论支撑。
本文为概述性资料,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。