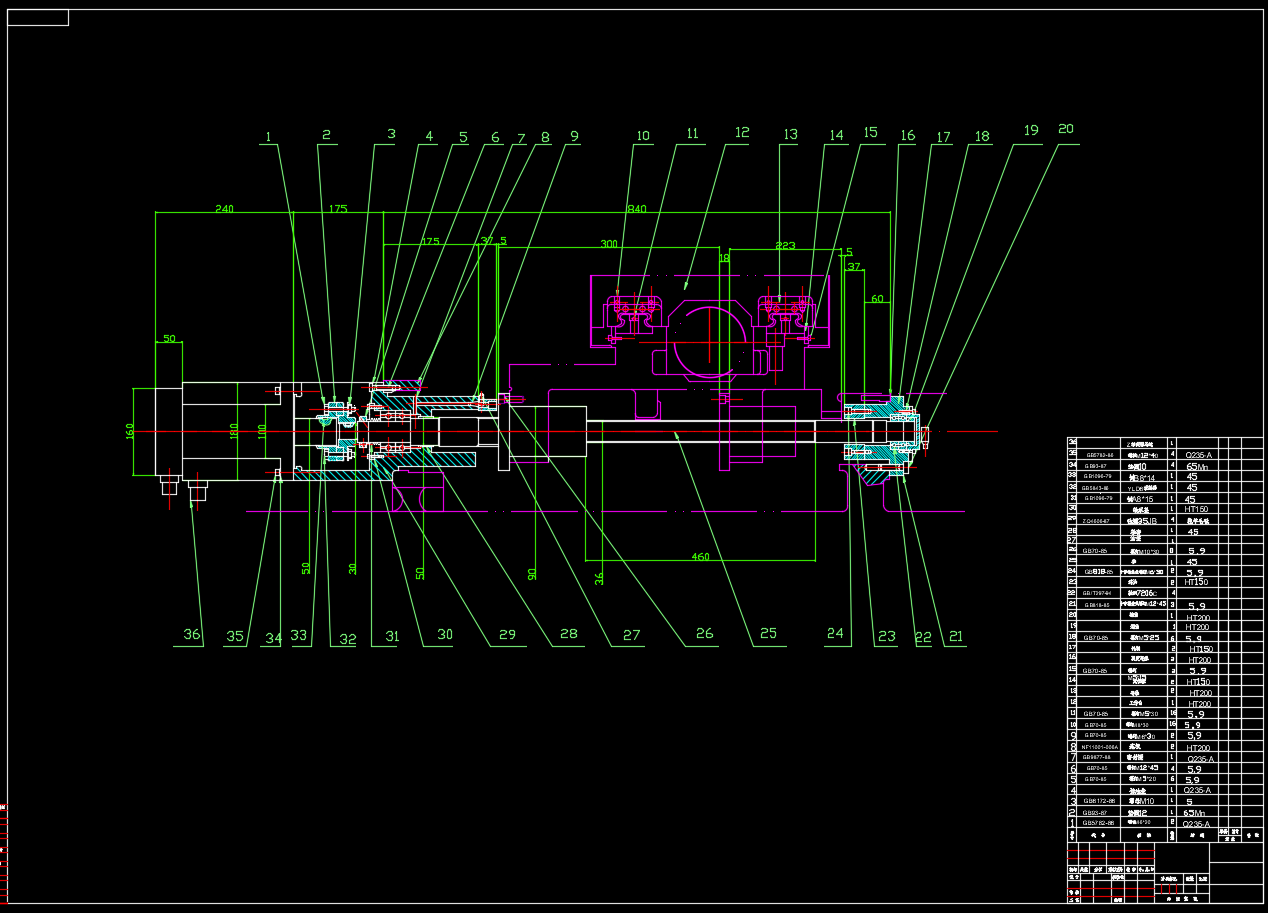
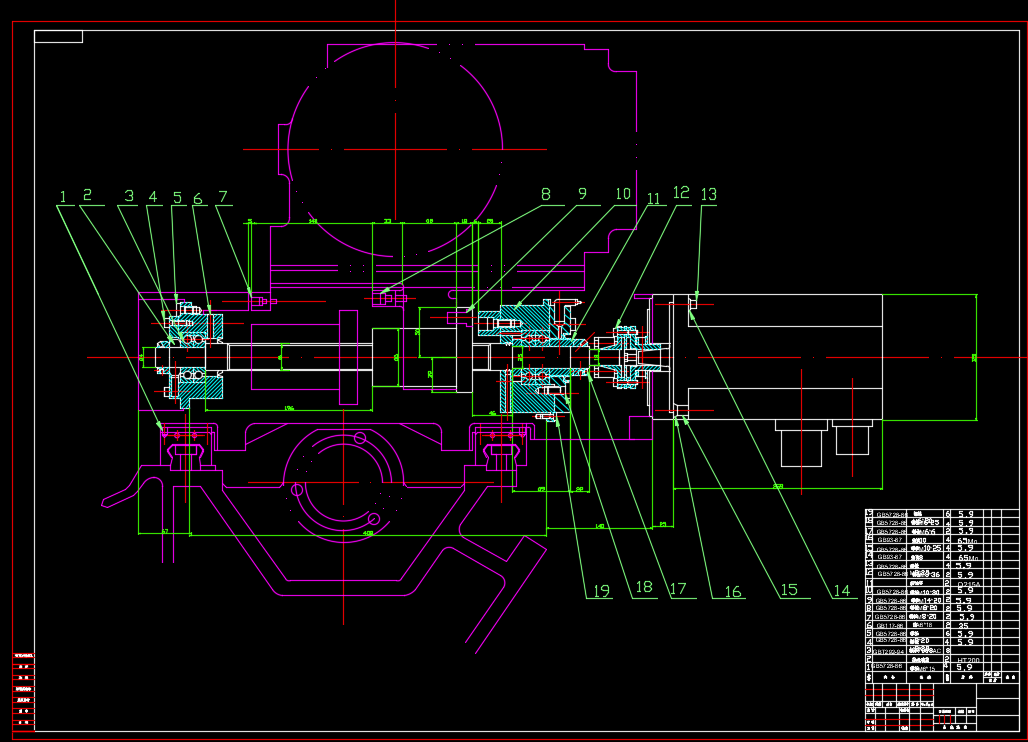
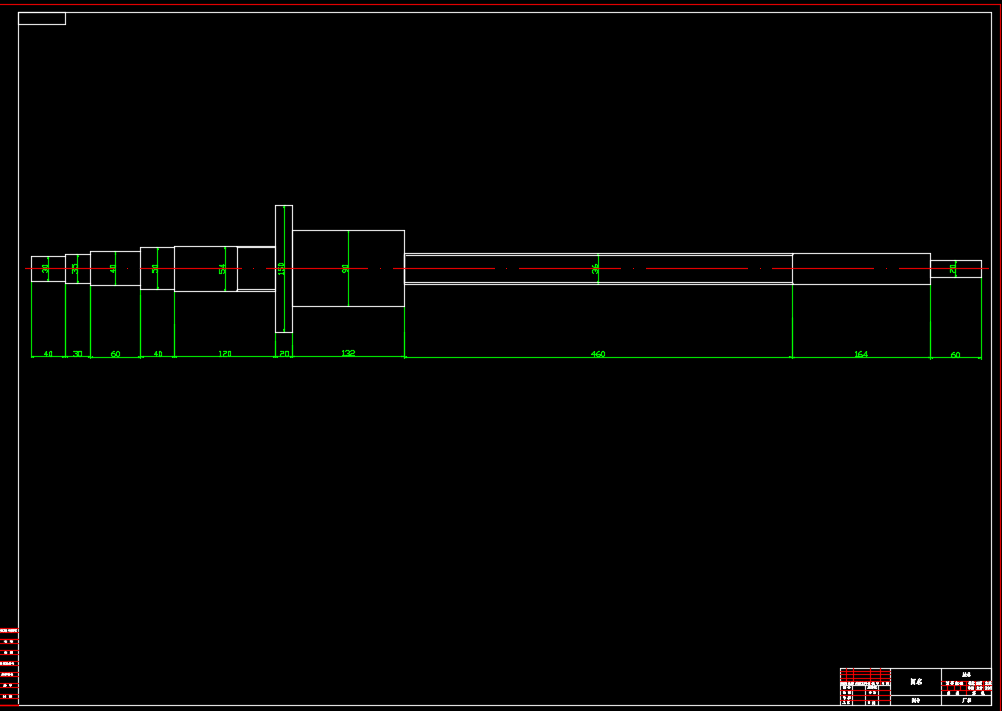
数控车床的进给部件是机床实现精准加工的核心模块,其作用类似于人体的“肌肉系统”,通过伺服电机驱动滚珠丝杠或直线导轨,将旋转运动转化为刀具或工件的直线位移。这一过程需要严格匹配主轴转速与进给速度,确保切削力稳定、表面质量均匀。进给部件的设计需兼顾刚性与响应速度,既要承受加工中的动态载荷,又要在高速运动时保持微米级定位精度,避免因振动导致工件尺寸超差。
网络通信系统则是数控车床的“神经中枢”,负责连接操作终端、传感器与执行机构。通过工业以太网或现场总线技术,系统可实时传输加工指令、状态监测数据及故障诊断信息。例如,当刀具磨损或主轴负载异常时,传感器会立即将数据上传至控制单元,通信系统则快速反馈至操作界面,提醒操作人员调整参数或更换刀具。这种双向通信机制显著缩短了故障响应时间,提升了加工过程的可控性。
进给部件与网络通信系统的协同设计是提升机床性能的关键。一方面,进给部件的动态特性需与通信系统的数据传输速率匹配,避免因延迟导致指令执行滞后;另一方面,通信协议的稳定性直接影响进给部件的同步控制精度。例如,在多轴联动加工中,若通信丢包或延迟,可能导致各轴位移不同步,引发工件形位误差。因此,设计时需采用抗干扰能力强的通信模块,并优化数据传输算法。
实际应用中,进给部件的选型需结合加工材料与工艺需求。粗加工时需选择高刚性、大扭矩的驱动方案,以应对大切削力;精加工则需优先保证低摩擦、高重复定位精度,以减少表面粗糙度。网络通信系统则需根据车间环境选择有线或无线方案,在电磁干扰较强的场景中,有线通信的稳定性更具优势;而在设备布局灵活的场景中,无线通信可简化布线成本。
本文系统梳理了相关主题的核心概念、理论框架与关键思路,帮助您快速建立整体认知,为后续深入学习与研究探索奠定基础。需说明的是,本文为概述性资料,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。