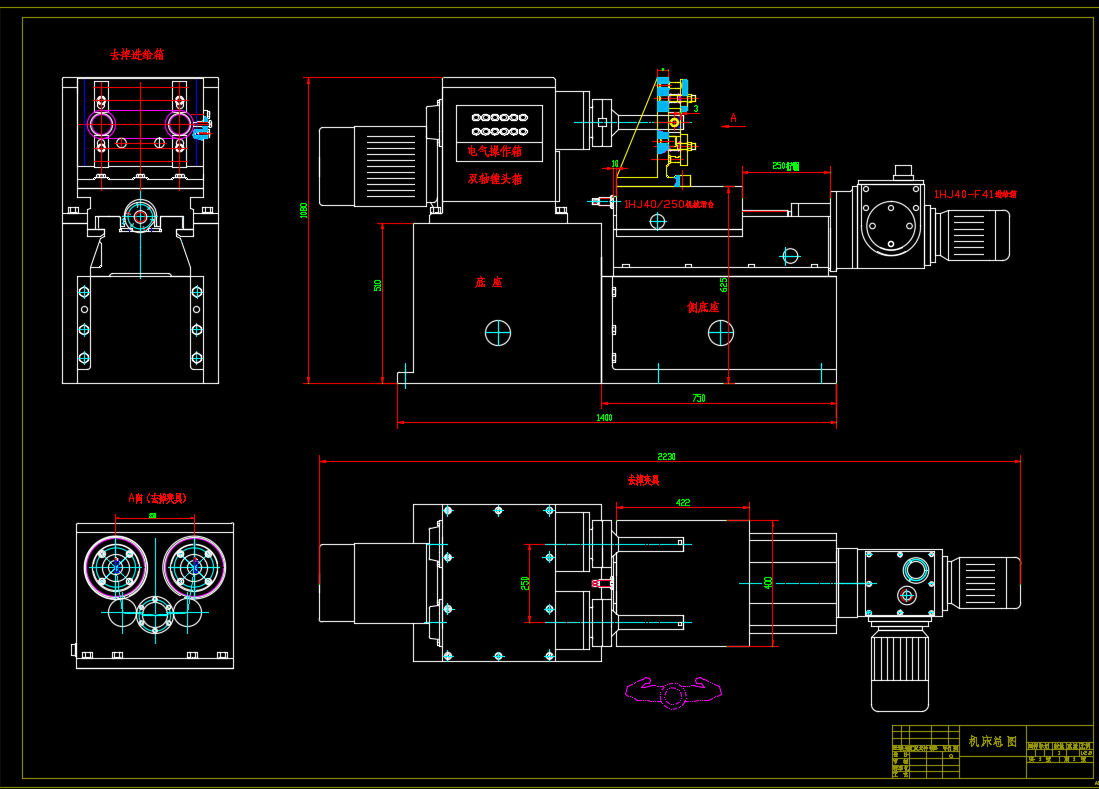
连杆镗孔组合机床是机械加工领域中针对连杆类零件镗孔工序设计的专用设备,其核心作用在于通过多工位协同作业,实现连杆上大量孔位的高精度加工。以同时处理两个63孔连杆的机型为例,该设备通过优化布局将镗削主轴与夹具系统集成,可一次性完成连杆两侧所有孔位的粗加工、半精加工及精加工,有效避免传统单工位机床因多次装夹导致的定位误差,确保孔径尺寸、圆柱度及位置度等关键指标符合设计要求。
该设备的结构设计充分考量了连杆零件的加工特性。其主轴系统采用高刚性传动结构,配合可调式镗刀,可适应不同孔径的加工需求;夹具部分则通过液压或气动驱动实现快速定位与锁紧,既能保证加工过程中的稳定性,又能显著缩短辅助时间。此外,双工位设计允许操作人员在加工一个连杆的同时装夹另一个零件,形成“加工-装夹”的流水线作业模式,大幅提升设备利用率。
在精度控制方面,连杆镗孔组合机床通过集成温度补偿、振动抑制等模块,有效降低热变形与切削振动对加工质量的影响。例如,主轴箱采用恒温冷却系统,可维持加工区域温度稳定;而高刚性的床身结构则能吸收切削过程中产生的振动能量,确保孔壁表面粗糙度达到设计标准。这些设计使得设备在处理大量孔位时,仍能保持稳定的加工精度,减少后续修磨或返工的工序。
本文系统梳理了相关主题的核心概念、理论框架与关键思路,帮助您快速建立整体认知,为后续深入学习与研究探索奠定基础。需说明的是,本文为概述性资料,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。