2D/3D/图纸
返回首页
会员中心
功能菜单
联系我们
https://web.sjbb168.com/
CA6140车床拨叉机加工工艺规程及钻2×M8孔夹具设计【说明书+CAD图纸+过程卡+1张工序卡】
来源: 阅读:47
网站管理员
发布于 2026-03-12 17:45
查看主页
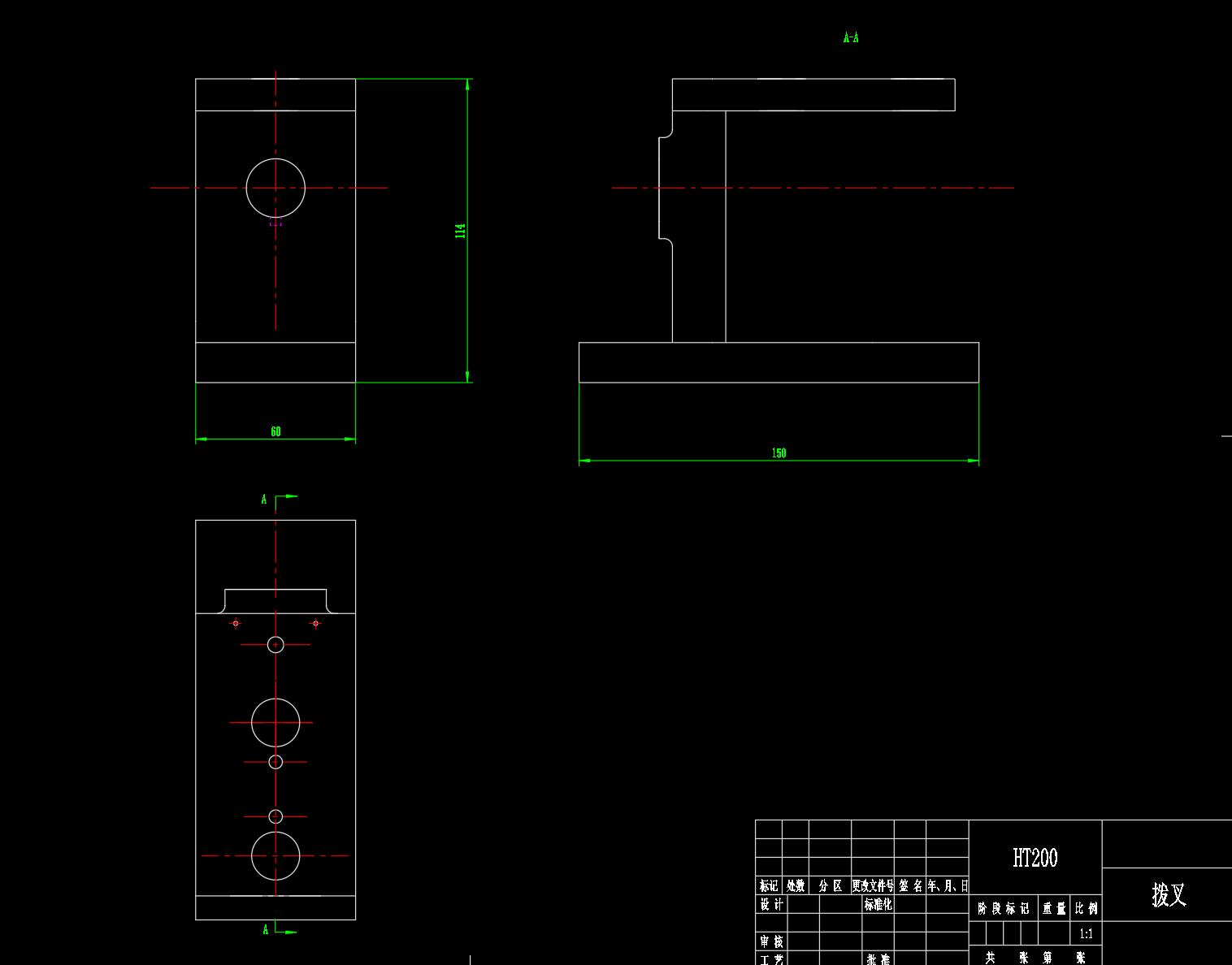
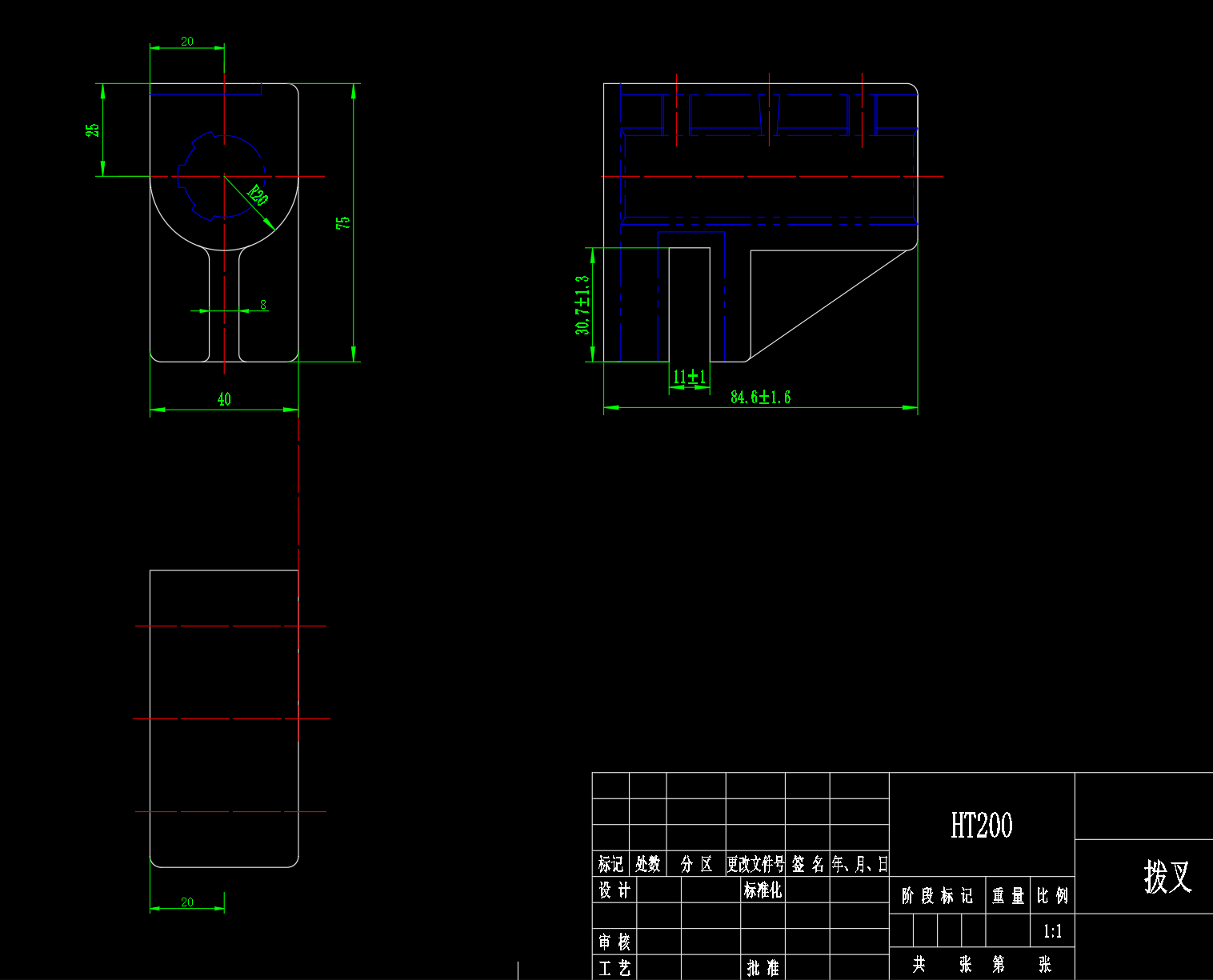
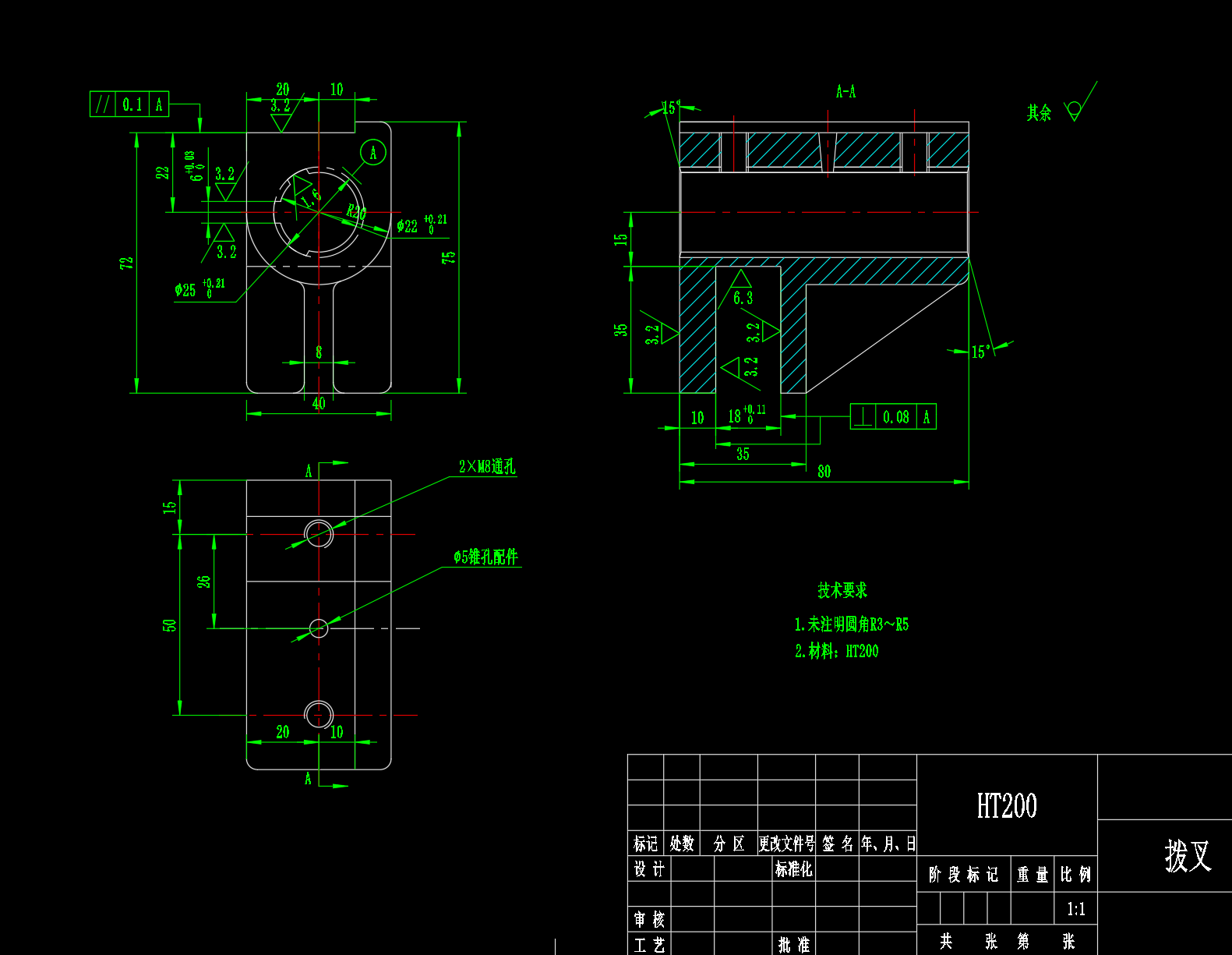
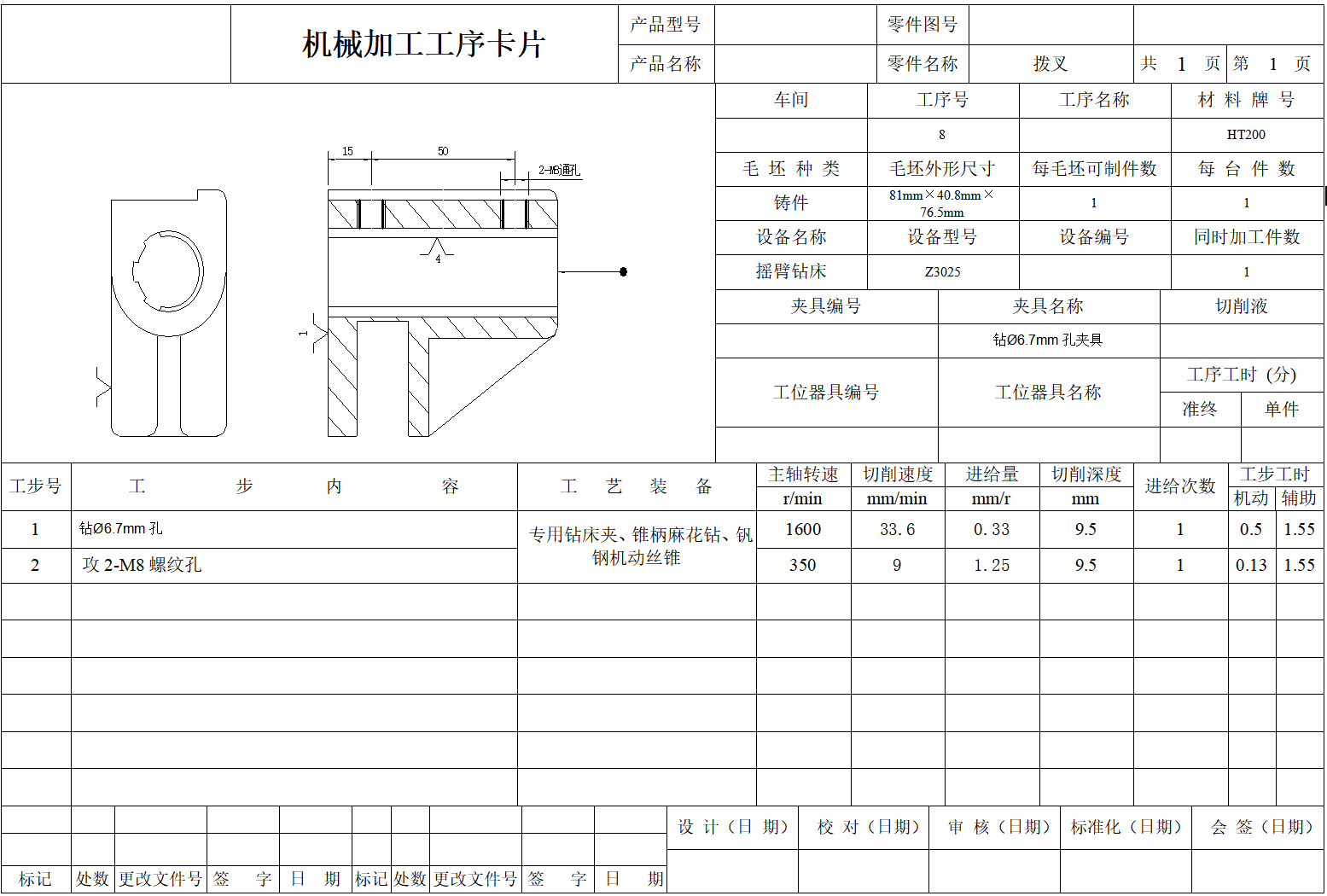
CA6140车床拨叉作为机床传动系统中的关键零件,其加工精度直接影响主轴箱的换挡性能与运行稳定性。针对该零件的加工工艺规程设计,需系统分析其结构特征与加工要求,通过工序集中与分散的合理分配,确定以铣削、钻削、铰削为核心的多工步加工路线。工艺规程的制定需兼顾加工效率与表面质量,例如采用先粗后精的加工顺序,通过多次定位基准的统一减少累积误差,同时利用夹具的刚性支撑提升薄壁结构的抗变形能力,确保形位公差符合设计要求。
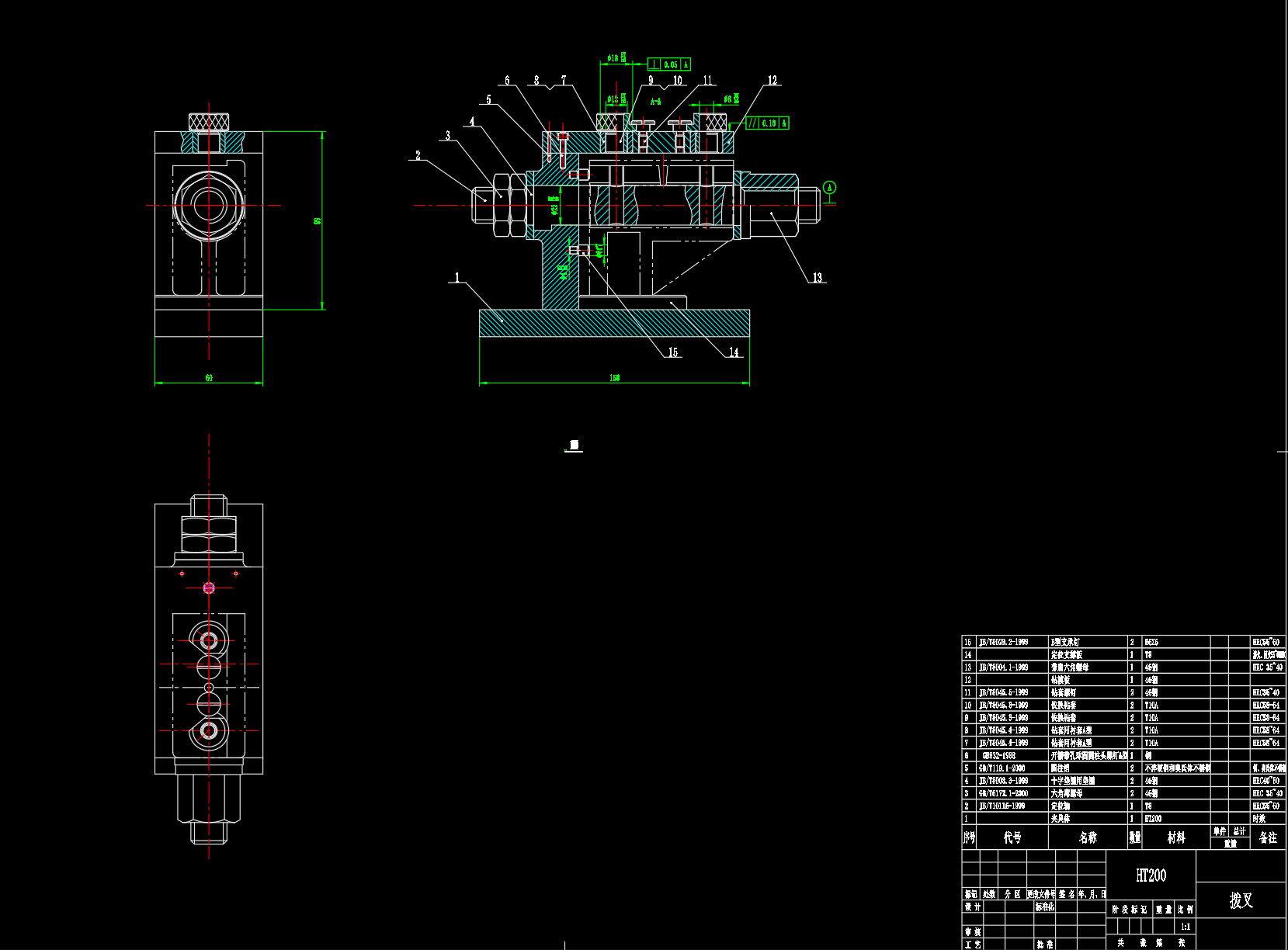
钻2×M8螺纹孔的夹具设计是提升加工一致性的核心环节。由于拨叉零件结构复杂,定位基准需兼顾孔系与平面的双重约束,因此采用“一面两销”定位方案:以零件底面为基准面,通过圆柱销与菱形销的组合限制六个自由度,避免过定位导致的装夹变形。夹紧机构设计则需平衡夹紧力与加工振动,选用螺旋压板与浮动支撑的复合结构,既保证足够的夹紧刚性,又避免因夹紧力分布不均引发的局部变形。此外,钻套设计需考虑刀具导向精度与排屑效率,通过可换式钻套与螺旋排屑槽的配合,显著缩短刀具调整时间并提升孔壁加工质量。
过程卡与工序卡作为工艺文件的载体,需清晰呈现各工步的加工内容、设备选择与质量要求。过程卡以工序顺序为主线,标注关键工序的检验节点与工艺参数范围;工序卡则细化至单个工步,明确刀具类型、切削用量及检测工具,例如规定钻M8孔的钻头直径、进给量范围,以及孔径与位置度的检测方法。通过标准化文件体系的构建,可实现工艺知识的显性化传递,为现场操作人员提供明确的执行依据,同时为工艺优化提供数据支撑。
本文系统梳理相关主题的核心概念、理论框架与关键思路,助您快速建立整体认知,为后续深入学习与研究探索奠定基础。需要说明的是,本文为概述性资料,详细内容请查阅附件。附件及本文所有内容仅供学习参考,实际应用时请结合自身情况独立设计与调整。
免责声明:本文为用户发表,不代表网站立场,仅供参考,不构成引导等用途。
2D/3D/图纸
相关推荐
小型液压圆管冷弯成形机成型及退料机构设计(solidworks+proe+cad+说明书)
01/03
71
车床变速箱中拔叉(831002)的机械加工工工艺及专用夹具设计(说明书+CAD图纸+工序卡+过程卡+任务书+调研报告+外
03/13
74
3000L发酵罐流程图
03/04
41
二级直齿轮减速器设计(论文+DWG图纸)
02/01
55
立式加工中心主轴组件的结构设计(毕业论文+CAD装配图 零件图)
02/08
53
首页
分类
购物车
消息
我的
想要更低价购买?
长按二维码,联系客服享优惠折扣
微信号:
yj99cn